
当前位置: 资讯> 润源玉米联合收割机振动噪声测试分析与控制
润源玉米联合收割机振动噪声测试分析与控制
摘要:本文针对一种自走式玉米联合收割机的噪声问题设计了合理的实验方案,并采用分离测试的方法,对收割机的主要功能部件进行了噪声测试和分析,得到了各主要功能部件对各测点的噪声贡献大小。分析结果表明,发动机、割台、升运器风扇及升运器是收割机噪声的主要来源,为进一步降低收割机的噪声提供了依据。
关键词:联合收割机;噪声;分离测试;噪声贡献
1、前言
随着社会的进步和人们生活水平的提高,对农业机械的乘坐舒适性提出了越来越高的要求。这就要求对农业机械的设计不仅仅局限于运动与功能的实现,还要在安全性、可靠性、乘坐舒适性等方面进行设计与分析。驾驶室耳旁噪声的大小就体现了乘坐舒适性,它同时也是联合收割机检验的一个重要指标。
如今各大农用联合收割机生产厂商纷纷把收割机的振动与噪声的设计、分析放到了重要的位置,以期提高自己所生产产品的市场竞争力。因此,对收割机的振动与噪声的实验研究是一项重要内容。
自走式玉米联合收割机主要由发动机、行走机构、割台、螺旋输送器、升运器、剥皮机、振动筛、还田机等部件组成。除行走机构外,大部分的传动都采取链条传动,结构复杂,传动线路多。在噪声产生的主要来源中,除了发动机之外,割台、升运器、还田机等旋转或传送部件均会产生较大的噪声,同时,噪声成分也比较复杂。为了识别出各部件对总体噪声的贡献程度,需对收割机进行功能部件分离测试。
本文针对山东润源实业有限公司生产的某型号自走式玉米联合收割机进行了振动与噪声的实验测试与分析,试图找到影响驾驶室耳旁噪声的主要声源,以便针对性的提出相应降噪措施。
2、实验方案
根据玉米收割机各主要功能部件传动系统中运动传递的顺序,通过分离各不同功能部件,组成不同的测试工况,测试收割机噪声的大小,分析确定各功能部件对整机噪声贡献的大小,查找主要噪声源,以利于采取相应的降噪措施
测试位置如图1所示,前、后、左、右测点距收割机中心7.5m,分别测试收割机的噪声,另一测点为驾驶室驾驶人员耳部,用于测量驾驶员的耳旁噪声。
发动机有多档转速,由于收割机各部件高速时产生的噪声较大,且收割机在实际工作时发动机的转速为2200r/min,所以根据发动机2200r/min时的测试数据进行测试分析。
通过分析玉米联合收割机的结构和传动系统的特点,决定针以下列部件为重点进行测试:发动机、振动筛、还田机、剥皮机、拉颈辊、升运器、升运器风扇、割台。
试验方法为:根据传动路线,依次停止不同的功能部件(包含其传动链),并进行噪声测试,根据测试结果分析噪声的变化情况,确定主要噪声源。
本此试验共分为8个不同工况,每个实验工况与其他试验工况相比参与工作的部件局部相同。不同试验工况所包含的功能部件如表1所示,例如工况2,对比工况1,割台部件已经停止,也就是说在工况2的测试噪声数据中,已经不包含割台的影响。再例如工况8,所有功能部件都停止,就是只剩下发动机工作了,所测试噪声为发动机产生的,其它工况以此类推。
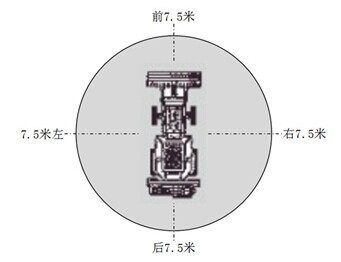
图1噪声测试位置示意图
表1不同工况所包含的功能部件
| 分组 | 参与工作的功能部件 | |||||||
| 工况1 | 发动机 | 振动筛 | 还田机 | 剥皮机 | 拉颈辊 | 升运器 | 升运器风扇 | 割台 |
| 工况2 | 发动机 | 振动筛 | 还田机 | 剥皮机 | 拉颈辊 | 升运器 | 升运器风扇 | |
| 工况3 | 发动机 | 振动筛 | 还田机 | 剥皮机 | 拉颈辊 | 升运器 | ||
| 工况4 | 发动机 | 振动筛 | 还田机 | 剥皮机 | 拉颈辊 | |||
| 工况5 | 发动机 | 振动筛 | 还田机 | 剥皮机 | ||||
| 工况6 | 发动机 | 振动筛 | 还田机 | |||||
| 工况7 | 发动机 | 振动筛 | ||||||
| 工况8 | 发动机 | |||||||
3、实验测试与数据分析
3.1不同工况各测点的噪声数据分析
发动机2200转/分时不同测点在不同工况时的噪声值如图2所示。从图中可以看出,在工况1,也就是全部功能部件均参与工作的情况下,各测点的噪声指标均超过了标准要求。同时,右侧噪声明显高于其它测点的噪声,这一方面是发动机噪声的影响,另一方面是因为该型号的收割机大部分传动链条均布置于右侧的原因。
3.2功能部件对不同测点的噪声贡献分析
根据图2与式(1),可以计算出各功能部件对各测点的噪声贡献如表2所示。

图2不同测点不同工况的噪声值
表2 功能部件对不同测点的噪声贡献值 dB(A)
| 测点位置 | 割台 | 升运器风扇 | 升运器 | 拉颈辊 | 剥皮机 | 还田机 | 振动筛 | 发动机 |
| 前面 | 91.5 | 78.3 | 82.9 | 69.0 | 78.9 | 67.9 | 73.6 | 83.8 |
| 左边 | 78.3 | 89.5 | 81.2 | 76.3 | 87.9 | 74.4 | 74.3 | 90.6 |
| 右边 | 85.0 | 84.7 | 79.8 | 88.4 | 88.8 | 88.6 | 76.4 | 92.7 |
| 后面 | 80.5 | 80.0 | 81.4 | 71.9 | 83.3 | 83.3 | 67.3 | 83.6 |
| 耳部 | 86.2 | 80.8 | 87.4 | 74.2 | 74.1 | 74.0 | 73.9 | 90.2 |
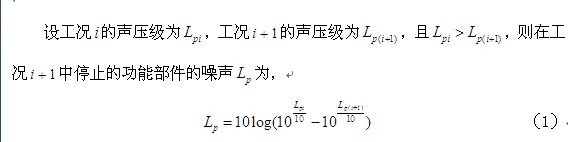
从表中可以很容易的看出各功能部件对总体的噪声贡献大小,其中按耳旁噪声来说,发动机、升运器和割台对驾驶室内的噪声贡献**大。
3.3不同工况噪声的频率分析
频率分析的目的是分析不同工况下,噪声信号频率结构的变化,从而确定哪些频率成分主要是哪些功能部件引起的,以进一步明确噪声的来源。
由于传动系统主要布置于机器右侧,从前面的试验中得知,右侧的噪声值较高,因此噪声数据的频率分析主要是从右测点处采集的。
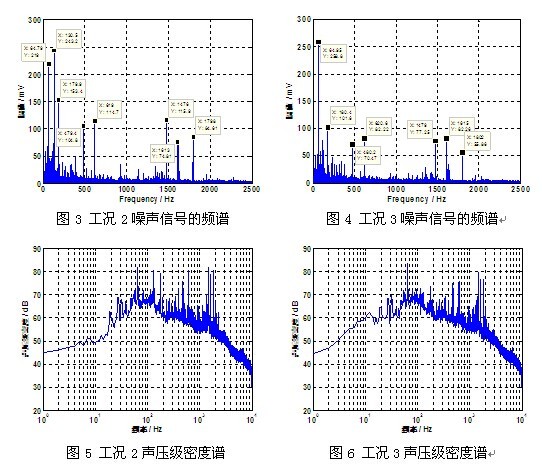
噪声数据的频率分析有4种。第1种是声级计输出信号的线性频谱,表示信号各频率分量幅值的相对关系。第2种是经过转换的噪声的声压级密度谱,表示各频率成分声压级的大小。第3种是1/3倍频程分析的声压级曲线,从该曲线上可以较容易看出噪声大小的频率范围。第4种是A计权的1/3倍频程分析的声压级曲线,它反映了人耳的听力特性。
由于数据量较大,下面仅列出比较有代表性的工况2和工况3来说明。图3-4分别是工况2和工况3的频谱图;图5-6分别是对数坐标下,噪声的声压级密度与频率的关系。根据各工况间噪声信号的频谱曲线及各主要功能部件的传动结构和转速,可以很容易找到各功能传动部件的特征频率。
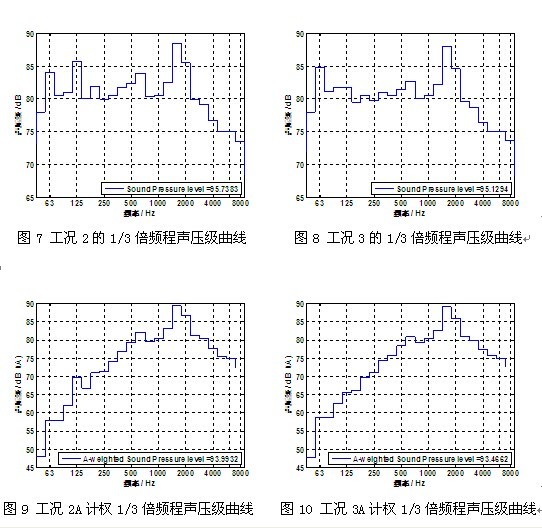
图7-8分别是工况2和3的1/3倍频程声压级曲线,从曲线上可以较容易看出某段频率范围内噪声的大小;图9-10分别是工况2和3的A计权1/3倍频程声压级曲线。可以看出,小于500 Hz的低频噪声经过A计权有较大的衰减,而高频成分1475 Hz、1612 Hz、1794 Hz不仅没衰减,反而有所增大,而且这三个噪声频率正是发动机产生的,是整个收割机噪声的主要成分。
由以上分析得出,各功能部件对收割机噪声的影响程度如表3所示,表中数据包含**大噪声贡献量及其频率成分。
表3 主要功能部件的**大噪声贡献及特征频率
| 序号 | 功能部件 | **大噪声贡献量dB(A) | 主要频率成分Hz |
| 1 | 发动机 | 92.7 | 478.5, 1475 ,1612 ,1794 |
| 2 | 割台 | 91.5 | 220、335.4 |
| 3 | 升运器风扇 | 89.5 | 130.2 |
| 4 | 剥皮机 | 88.8 | 64.63,617.5 |
| 5 | 升运器 | 87.4 | 179.5 |
| 6 | 还田机 | 88.6 | 27.79 |
通过不同工况的噪声频率分析也可以看出:发动机、割台、升运器对驾驶室耳旁噪声的影响较大,这与前面的分析是一致的。
4、主要措施
为了有效地控制玉米收割机的振动噪声,针对收割机各功能部件振动噪声的特点,采取不同的减振降噪措施。
⑴滚子链条传动
在收割机传动系统中,大量采用滚子链条传动,且链轮数量多。但由于其多边形效应,滚子链传动存在冲击振动,尤其是高速链轮(包含张紧轮),是整机振动噪声的主要振源。假设每个高速链轮产生的噪声大小相同,10个链轮,就会使整体噪声增加10分贝。因此,降低链条传动冲击噪声是降低整机噪声的主要因素之一。参照论文“滚子链低噪声试验与研究”中的橡胶滚子链条进行试验,同时对高速链轮,采用噪声较小的齿形链传动,可是噪声降低8-10dB(A)。
⑵发动机支承
发动机产生较大的振动噪声,由于其是外购件,因此,只能对其进行隔振、隔声处理,减小其振动噪声向其它构件的传递。因此,对发动机支承进行有限元分析,计算其振动模态,如图11所示,并通过实验测试支承垫上下的振动,如图12所示,分析其相干功率输出,优化支承垫的刚度,从而减小发动机振动向机架的传递。
发动机冷却系统风扇也是主要噪声源,由旋转噪声、涡流噪声组成。旋转噪声是由于旋转叶片周期性的切割空气,引起空气周期性压力脉动产生的,该噪声主要与风扇的转速、叶片数和夹角等因素有关。
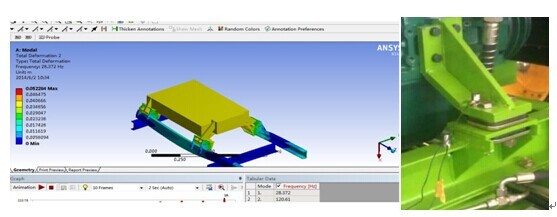
图11发动机支承振动模态图 图12发动机支承振动测试
涡流噪声是因为风扇旋转使周围的空气产生涡流,这些涡流又因为粘滞力的作用分裂为一系列独立的小涡旋,这样会形成压力波动,从而产生噪声。涡流噪声的大小主要取决于叶片的形状和风扇的工作条件。
将发动机的风扇及散热器用罩密封起来,进气口开在罩的上面,并进行格栅处理,减小噪声向侧向的传递。
⑶驾驶室降噪优化
玉米收割机驾驶室内耳旁噪声的大小就体现了乘坐舒适性,国家标准对此也作了规定。降低驾驶室噪声对于改善司机人员的工作环境,提高工作效率,并提高产品的市场竞争力有重要意义。
针对润源玉米收割机的驾驶室,采用有限元计算了其振动模态及随机振动响应,图13是驾驶室的振动模态,根据分析对驾驶室后壁等薄弱环节进行改进,以减少驾驶室的二次振动噪声。
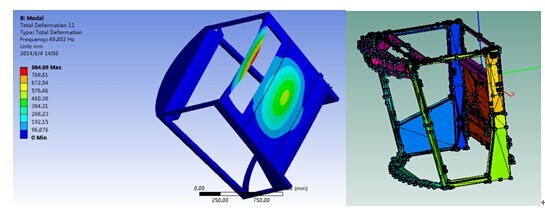
图13驾驶室的振动模态图 图14 VAOne驾驶室框架模型
为了进一步降低驾驶室内的噪声,改善驾驶人员的工作环境,利用VAOne建立了驾驶室的统计能量法声学分析模型,如图14所示,并依此为基础,对于现有司机室的噪声水平进行了分析计算,进而通过隔声、隔振原则,提出了司机室的噪声优化设计方案。对司机室噪声在125Hz以下主要由于振动激励引起;在125~500Hz既受声激励影响,又受振动激励影响;在500~5000Hz,主要受声激励影响。对于司机室内噪声水平,其更多受到外部噪声水平的影响。增大阻尼与增加板厚作用类似,能够降低50~500Hz范围内噪声,但对高频噪声影响较小;同时,高频噪声的产生主要受到司机室泄漏的影响,改善司机室的密闭性可以有效的降低高频噪声。通过增加壁厚,减少泄漏量,增加阻尼,可使得司机室整体噪声水平下降6dB(4.2dBA),使得司机室内噪声达到标准要求85dBA。
⑷改进隔声板的隔声效果
降低玉米收割机侧挡板振动产生的二次噪声。在侧挡板上不应开孔,增加吸声材料以减少噪声的辐射;增加侧板的厚度提高隔音效果;采用隔振安装,尽量减小板的振动。
⑸提高玉米收割机零部件的制造、安装精度
链条传动的装配质量不好,不仅会造成工作时掉链子,增加磨损等故障,同时影响噪声的大小。提高传动系统零部件的制造精度,对高速转动零部件,进行动平衡检查。在保证加工质量的前提下,装配时,检查并保证链传动的链轮与轴线的垂直度、孔径精度及轴线之间的平行度等指标,采用一些专用工具进行装配精度的检验,减小了振动噪声。
- 暂无评论






